包覆射出成型
包覆成型介紹
包覆成型是一種特殊的射出成型工藝,大部分的包覆射出成型是將一種熱可塑性彈性體的塑膠,統稱為TPE的熱可塑性彈性體塑膠,市面上常見的稱呼有TPE射出、TPR射出、TPU射出等等,成型在另一個零件上面(基材或本體)的外部。此型式的基材本體零件,因為都有其特殊的結構需求或強度要求,例如卡勾、卡扣、不同型狀需求、鎖付用的螺絲柱、與其它零件的連結強度、耐折、耐壓、耐變形等等,此零件通常是使用射出成型工藝製成的塑膠零件,依據不同產品上的需求,也可以由非塑膠材質的各種其他材料製成,例如金屬零件、陶瓷零件、木質零件等等。而包覆成型因其優異的特色,廣泛應用於各種不同的行業,並具有多種不同的用途。
以下是包覆成型常見的應用需求:
包覆成型的優點
- 觸感提昇: 在人體實際的使用各種產品下,相對於硬綁綁的硬質材料塑膠,少了一點柔軟的觸感,或者是冷冰冰的金屬材料,則少了一點溫暖的觸感,所以在產品使用的觸感對比下,若能使用包覆成型,則可以在產品的使用質感與視覺上,有大幅度的提昇。
- 止滑作用: 一般來說,在使用各種的工具,尤其是手工具類的產品,這些產品是帶有手柄的零部件,通常使用時都需要一些東西來幫助操作員保持相對應的抓握力與適當的在操作員的手上保持緊固效果。而包覆成型的握把手柄可大幅度的增強抓握力,特別是在潮濕、濕滑條件下,對操作員來說更加安全,使用上也相對省力,也能得到較好的工具操控性。
- 減震功用: 塑可塑性彈性體與橡膠雷同,同時具有一定的減震與緩衝效果,在高敏感的零組件上,其類型的中間材或安裝基座可保護其電子零組件(如高端的電子設備)免受震動而損壞。
- 操作舒適: 握把類的產品或者相關的電子零件的外殼採用射出包覆成型,可以依據手指的手拿方式,塑形成任何的形狀,亦可融入美學設計,達到非常符合人體工學的高質感產品。
- 密封性: 在防塵與防水的需求下,硬質材料很難達到高度防塵與防水的功效,因此在產品的設計上,加上射出的包覆成型,可廣泛應用於在電子設備和其他戶外設備上,達到防水防塵的密封性。
- 吸音功效: 高分子的塑可塑性彈性體,在其分子間的鏈結上是較為鬆散的連結,而柔軟的特性更是可以降低音波的共振、諧振與傳遞,如同發泡產品一樣有其減震吸音的效果,所以聲波可以透過包覆成型的材質來吸收。
包覆成型的材料
TPE:熱塑性彈性體(Thermoplastic Elastomers),簡稱TPE
具有傳統熱固型橡膠之功能和性質:柔軟、有彈性、觸感佳等一般塑膠沒有之優點。亦有熱塑性塑膠之加工簡易,快速及可回收再使用之雙重優點。
TPE是一種經過特殊設計改質材料,使其功能與性質橡膠化的熱塑性塑膠,因此有也有稱為熱塑性橡膠(Thermoplastic Rubbers),簡稱TPR。 TPE未來發展趨勢在於取代許多橡膠在輪胎以外之用途,及取代部分軟質PVC,如汽車材料、油封、配管、電線電纜絕緣披覆、醫療器材等。
熱塑性彈性體的軟硬度是可以依據使用需求來做調整,在不同的領域或操作環境條件,軟硬度的不同會大大的影響其操作性、安全性與舒適度,熱塑性彈性體的軟硬可調整性,是一大優勢,其應用的領域也相對廣泛。
下圖是熱固型橡膠、熱塑性彈性體與熱塑性塑膠的硬度分佈範圍,左邊黑色是熱固性橡膠,中間藍色是熱塑性彈性體,右邊橘色是熱塑性塑膠
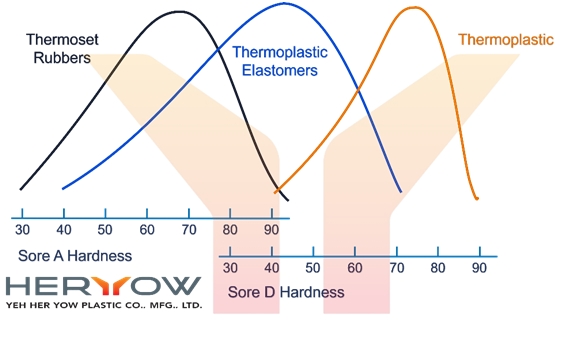
熱塑性彈性體,加熱可熔融,冷卻固化,是不同於一般橡膠的一次加工性,熱塑性彈性體是可反覆為之。但其特點是可溶於一些特定的溶劑,具有可熔可溶的性質,熱塑性塑膠易於成型加工,但耐熱性較低,易於後端使用時蠕變(潛變,creep),其蠕變程度隨承受負荷、環境溫度、溶劑、濕度而變化,因此常用於包覆成型設計當中,由熱塑性塑膠當作其本體或基材,避免長期使用下的變形。
TPE材料的特性:
- 拉伸特性
多數的材料資料表都會具有與拉伸強度、伸長率、拉伸模量等相關的多種屬性。拉伸屬性顯示材料在拉伸條件下的性能如何。 - 壓縮特性
由於 TPE 塑膠因其靈活性而最常用,因此了解零件可以壓縮多少而不會造成永久性損壞對於產品考量來說是很重要。 - 摩擦係數
摩擦力是指將一個表面移動到另一個表面所需的力的大小。不同類型的TPE摩擦係數也不同。 - 硬度
硬度特性是材料抵抗壓痕的能力。由於不同材料的硬度差異很大。材料的「硬度」通常與 TPE 塑膠的觸感相關,但若能將彎曲模量一併考量,將有達到更好的觸感選擇。 - 彎曲模量
材料的抗彎曲能力就是彎曲模量。此特性是 TPE「觸感」的第二個主要因素。 - 材料分類
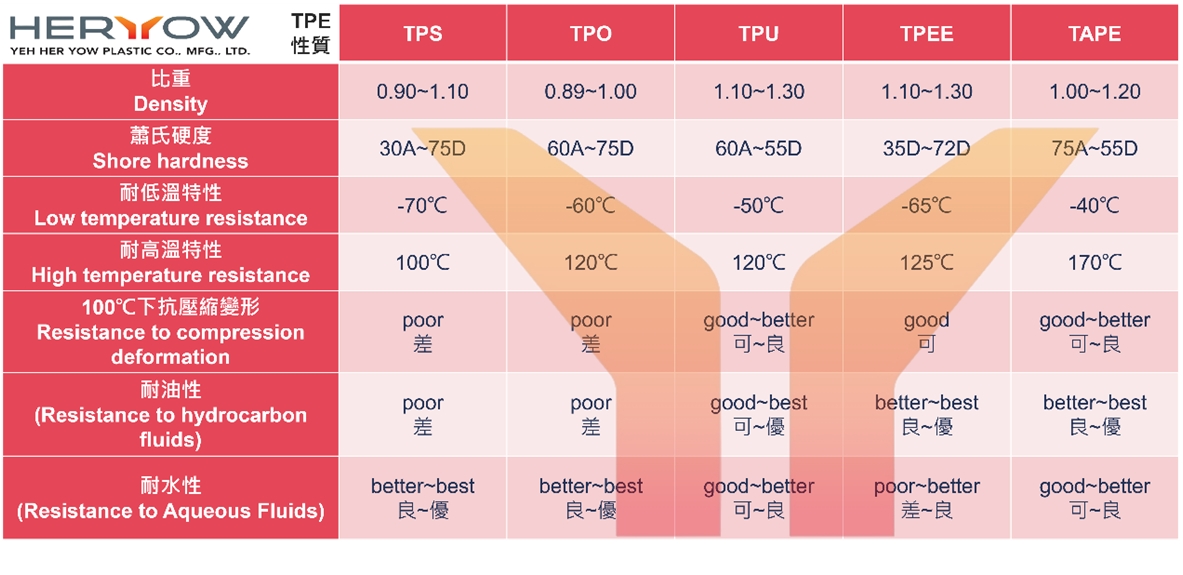
熱塑性彈性體TPE有幾大分類:TPS、TPO、TPU、TPEE、TAPE,在應用上的也有不同的範圍,可參閱下表內容
包覆成型設計
包覆成型設計需要考量的面向很多,並不是單純的考量設計與軟硬度這麼簡單,如上的TPE熱塑性彈性體介紹,依使用的環境,在不同的溫度、濕度、日光、軟硬度、耐油與耐水的條件下,就有多種不同要思考的選擇重點,該選用何種合適的材料就有上述這些要納入選用條件,還要考量到使用上的操作、不同材料的結合性、裝配性能、防水防塵、人體工學等等,更需要進一步考量到二次加工的入澆口位置、流動方向、流動通道與空間大小與外觀上易出現的縮痕、氣痕等加工的條件。
例如下圖是設計的產品範例,紫色是作為第一次加工的射出成型,而土黃色的則是使用包覆成型。
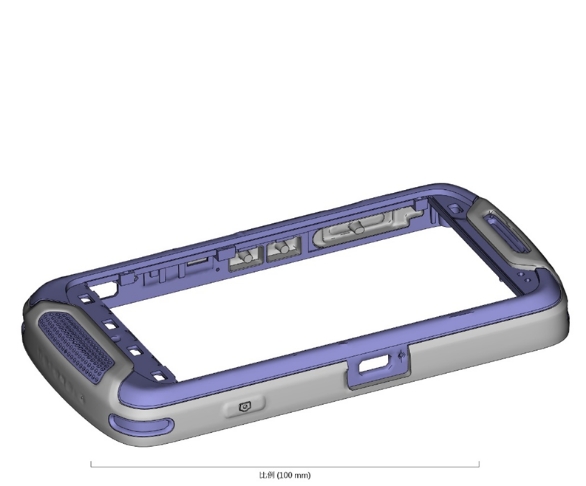
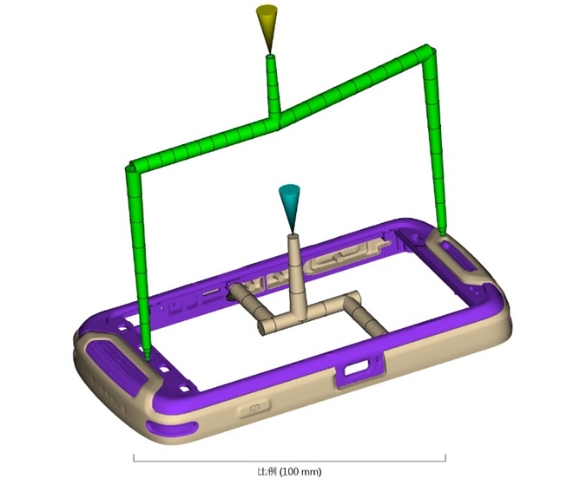
- 第一次加工:射出成型
第一次的射出成型要從哪個位置充填,哪些可做為包覆成型的流動通道,流動空間是否足夠等等。
- 第二次加工:包覆成型
在二次加工的包覆成型當中,也是需要看哪個位置適合做為澆口,要從哪個區域開始充填,充填的範圍會到哪些區域等等。
模具設計
在模具設計上,更是需要考量到變形的問題,從第一次的射出成型,就會有基材、本體的變形量,這個變形量如何做好精準控制,把該變形量控制到可控的範圍內,這是一大重點。
而在第二次的收縮變形當中,則需要考量到外表的美觀與觸感,兩者是否有達到相符合的設計理念。
- 包覆成型的變形
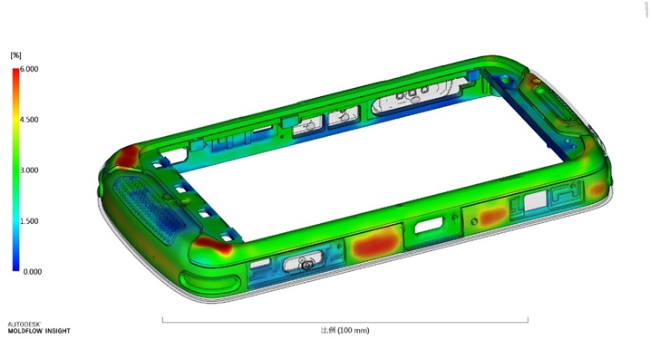
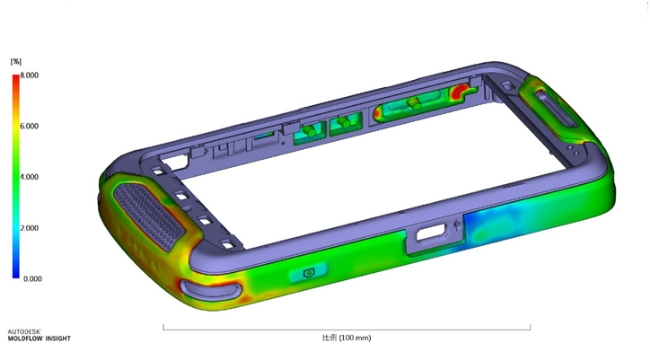
包覆成型還需要考量變形的因素,它的因素顯得較為複雜,因為包含第一次的成型尺寸精度、材料、耐溫變化等等,然後進一步來評估二次成型的尺寸精度、內厚變化、流動區域與內應力的高低,綜合上述的種種原因才能開發出好的產品,例如下圖的變形,為1X與10X的變形量,放大變形量才能更有效的評估是否需要做逆變形處理與後續使用的組合精度。
1倍的變形
10倍的變形
若您有包覆成型的需求,可與我們聯絡,葉合佑公司以著專業的立場協助下,可提高您的開發產品的可靠性。